


Elisa Cravotto e Simona Patania
Innovazione e sostenibilità: quando parliamo di impresa e di industria, queste sono le parole chiave che guardano al futuro più prossimo, e che stanno già guidando le scelte progettuali e produttive del presente.

Come molte realtà industriali, anche quella dell’etichettatura si sta muovendo verso questa direzione, manifestando interesse e volontà nell’adottare pratiche innovative allo scopo di migliorare l’intero sistema produttivo. L’applicazione in azienda di metodi volti alla sostenibilità è un processo che non può certo essere improvvisato, ma che richiede strumenti specifici accompagnati da un cambio di visione a monte rispetto alle tradizionali modalità di fare impresa.
È proprio da queste esigenze che è nata la collaborazione tra il Gruppo Italiano Produttori Etichette Autoadesive di Assografici e la facoltà di Design Sistemico del Politecnico di Torino, nella stesura di un lavoro di tesi dedicato alla sostenibilità applicata all’etichettatura; le competenze tecniche derivanti dal Gruppo Gipea, unite alle competenze progettuali nella creazione e nella gestione di sistemi circolari del Politecnico di Torino, hanno permesso la definizione delle linee guida e degli strumenti volti al perseguimento di pratiche sostenibili non solo per la singola azienda, ma anche per l’intera rete di attori attivi nel settore.

Perseguire la sostenibilità tramite l’approccio sistemico
Il concetto di sostenibilità è certamente legato alle questioni riguardanti l’impatto che le realtà produttive hanno sull’ambiente nel quale si collocano, ma nella sua completezza include aspetti più ampi tra cui la creazione di reti relazionali tra attività produttive, il legame tra produzione e territorio, la gestione virtuosa dei materiali di produzione.
I fattori determinanti nel perseguimento di pratiche sostenibili per l’azienda possono essere applicati seguendo i principi della progettazione sistemica: si tratta di progettare qualitativamente i flussi di materia e di energia che fluiscono da un sistema all’altro, creando un nuovo modello economico produttivo che tenda a emissioni zero, e in grado di generare valore per una comunità fortemente connessa al proprio territorio. L’approccio sistemico si prefigge quindi l’obiettivo di trasformare l’attuale modello economico lineare in un modello circolare, nel quale gli output derivanti da un processo vengono valorizzati diventando risorsa per un altro; per fare ciò, l’azienda deve diventare quello che si definisce un sistema aperto, ovvero una realtà dinamica e flessibile in contatto con altre attività produttive e strettamente connessa il territorio. Per questo gli strumenti volti alla sostenibilità devono essere trasversali e toccare tutti gli aspetti legati alla gestione e alla produzione in azienda.
Vantaggi a breve e a lungo termine: azienda, settore, territorio e comunità
«Per sviluppo sostenibile si intende uno sviluppo che soddisfi i bisogni del presente senza compromettere la capacità delle generazioni future di soddisfare i propri»
recita il Rapporto Our Common Future redatto dalla Commissione Mondiale per l’Ambiente e lo Sviluppo nel 1987. Sono passati 30 anni dalla stesura di questo importante documento, ma le tematiche trattate rimangono attuali e il fattore fondamentale resta la capacità di riuscire a interpretare la sostenibilità non come un obbligo e ostacolo ai profitti aziendali, ma bensì come opportunità verso un nuovo modo di creare valore; la sostenibilità a oggi è certamente una necessità da applicare il prima possibile, ma è anche e soprattutto la possibilità di creare una nuova modalità di pensiero, in grado non solo di generare profitto economico, ma di renderlo spendibile per un territorio e per una comunità in cui valore sociale e valore economico convivono in un equilibrio duraturo nel tempo, perseguito nel rispetto dell’ambiente e di chi vi abita, oggi come domani.
Gli strumenti utili all’azienda
Parlare di sostenibilità si dimostra spesso piuttosto semplice; quello che invece risulta complesso, come sempre, è riuscire ad applicare la teoria alla pratica, soprattutto quando si cade nella controversia su come coniugare gli aspetti legati alla sostenibilità con quelli economici. Il perseguimento di pratiche sostenibili attraverso l’approccio sistemico, oltre alla generazione di valore sociale e territoriale, è caratterizzato dalla creazione di notevole flusso economico, in quanto concretizza una rete nella quale le parti possano svilupparsi evolvendo coerentemente le une con le altre, in uno scambio relazionale di flussi di materia, energia e informazione.
È dunque non solo possibile, ma decisamente auspicabile, passare dalla teoria alla pratica.
Come integrare la sostenibilità nell’identità aziendale
Per agire in maniera efficace e trasversale sulle dinamiche di impresa, è importante che i temi legati alla sostenibilità diventino parte integrante della filosofia e dell’identità aziendale, sia tra i componenti dell’azienda (tramite costante condivisione, formazione e coinvolgimento attivo nelle iniziative virtuose), sia nell’approccio con altre realtà produttive o con i clienti finali. Collaborare nella condivisione dei propri sforzi e nella ricerca in ottica sostenibile costruisce una discussione positiva intorno alle innovazioni raggiungibili in tal senso, generando uno scambio tra diversi attori.
Per esempio, analizzando la comunicazione aziendale tramite sito Web emerge come nonostante la maggior parte delle aziende dichiari la sostenibilità come valore perseguito, lo spazio dedicato al tema ricopra circa il 10% del sito, un ruolo marginale rispetto alle aree dedicate alle tecnologie o ai prodotti e servizi offerti. Il tema della sostenibilità risulta un valore a se stante, avulso dall’identità dell’azienda: dovrebbe invece diventare la base che permea e guida tutte le finalità di impresa.
Come creare reti relazionali sul territorio
L’approccio sistemico punta a rendere l’azienda un sistema aperto in grado di comunicare in modo flessibile con le realtà esterne; la chiave del cambiamento sta nella concezione che l’impresa trae il massimo vantaggio dalla collaborazione e dalla condivisione.
Per questo, la prima cosa da fare è prendere consapevolezza delle altre attività presenti sul proprio territorio e delle loro potenzialità; entrare quindi in contatto con esse aprendo il dialogo e il confronto sulla creazione di collaborazioni, e mantenere viva la rete favorendo la comunicazione e la continuità nello scambio.
Tutto ciò permette la valorizzazione delle microeconomie locali, a vantaggio delle piccole medie imprese e dell’intera comunità. Le relazioni non avvengono solamente tra attori appartenenti allo stesso settore, ma anche tra attività differenti che prima non comunicavano tra loro, ma che possono instaurare rapporti di scambio di materia e d’informazioni. Si tratta quindi di attingere dalle risorse che il proprio territorio ha da offrire, e di spostare l’attenzione dall’individualità alla collettività, al fine di creare nuovo valore comune.
Come dare valore agli scarti di produzione
Quando si tratta la sostenibilità, sono i processi naturali a darci un modello di gestione ed efficienza con cui confrontarci: così come in natura non esistono scarti e tutto il materiale biologico subisce processi di trasformazione, anche per le attività umane gli output di un sistema dovrebbero essere valorizzati.
La sfida è dunque la seguente: creare una visione circolare di flussi di materia in trasformazione, così come fa ogni sistema naturale con cui ci confrontiamo. Perché affrontare alti costi di smaltimento quando si può iniziare uno scambio sostenibile e conveniente? A livello pratico, si tratta di analizzare la qualità del materiale di scarto di una produzione e indirizzarlo, piuttosto che alla discarica, alla destinazione più consona alle sue caratteristiche. Per esempio, gli scarti di liner potrebbero essere riutilizzati da un’attività edile presente sul territorio come materiale di rivestimento, evitando così l’uso di altre risorse ex novo.
Come scegliere le risorse per lo stabilimento

Il fatto che le risorse del Pianeta non siano illimitate è ormai diventato assunto comune, ribadito con convinzione dalla comunità scientifica. Questo non significa che l’attività umana debba subire una decrescita, ma piuttosto che debba perseguire uno sviluppo in accordo con la realtà di fatto.
L’utilizzo di fonti rinnovabili consente una drastica riduzione dell’impatto della produzione e nei costi di gestione aziendale a lungo termine.
Nel caso dell’energia elettrica, la scelta ricade per esempio, su fonti idroelettriche o eoliche, che consentono un notevole abbassamento nelle emissioni di gas serra nell’atmosfera rispetto all’energia elettrica da rete. Riguardo le risorse idriche, quelle utilizzabili per le operazioni di produzione e lavaggio non richiedono potabilità, pertanto si ipotizza l’uso di sistemi di raccolta dell’acqua piovana, che possono arrivare a soddisfare il fabbisogno di un’intera attività nel caso di stabilimenti di medie dimensioni.
Come scegliere le materie prime per la produzione
La qualità dello scarto in uscita da una fase di processo produttivo è interconnessa alla qualità della materia in entrata: per questo la scelta delle materie prime per la produzione risulta di fondamentale importanza; prendiamo per esempio il polimero utilizzato per il supporto dell’etichetta: questo materiale sta sempre più affiancando la carta per le sue caratteristiche prestazionali, ma la plastica tradizionale porta con sé svantaggi ambientali legati alla lavorazione degli idrocarburi e all’inquinamento del materiale a fine vita, se non riciclato.
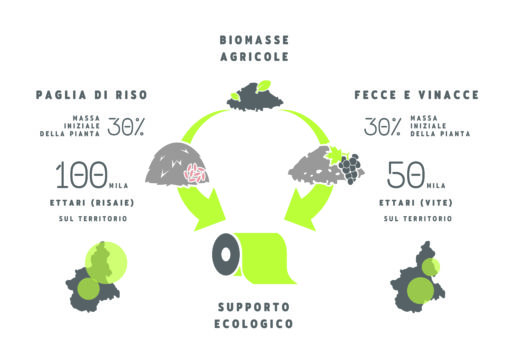
Negli ultimi anni, in risposta a questi temi, si sta sempre più aprendo la frontiera delle bioplastiche: ottenute da biomasse vegetali, offrono un prodotto ad alte prestazioni e compostabile che offre nuove possibilità all’etichetta sostenibile. Occorre però avere ancora una volta una visione d’insieme: le biomasse utilizzate per questi nuovi materiali non devono essere in competizione con le fonti alimentari né provenire da filiere lunghe; i lunghi trasporti che i materiali subiscono intaccano il bilancio di sostenibilità finale del prodotto. Anche in questo caso, è il territorio a fornirci le fonti necessarie allo sviluppo: scarti dell’agricoltura e della lavorazione del legno possono rilanciare il settore della produzione di materia prima a filiera corta, recuperando materiale rinnovabile in uscita da attività locali.
Come rendere più efficienti i flussi di lavoro
L’efficienza è uno degli obiettivi più sentiti per ogni azienda. Efficienza significa risparmio di tempo, di costi, ma soprattutto di risorse: migliorarne i margini porta vantaggi su tutti i fronti. In una società iperconnessa, si può contare su moderni mezzi di condivisione che migliorando lo scambio tra gli attori coinvolti in una produzione possono snellirne i processi.
La gestione aziendale tramite apposito cloud con interfaccia smart permette di velocizzare le operazioni di comunicazione e di aumentare l’efficienza, andando a incrementare lo scambio di feedback tra le varie aree, trasformando l’azienda in una microrete flessibile e dinamica.
Come coniugare le fasi di progettazione e produzione dell’etichetta
La progettazione grafica e la produzione sono due fasi dello stesso processo. Tuttavia, può succedere che le esigenze della prima possano non combaciare con quelle della seconda, e viceversa. La sfida, in questo caso, è stabilire un dialogo tra le due realtà: anziché lasciarle del tutto separate in compartimenti stagni, una contaminazione tra competenze grafiche e tecniche apporterebbe benefici in ottica di efficienza.
Una pianificazione più consapevole può diventare il driver per una sensibile riduzione dell’impatto ambientale del prodotto, diminuendo a monte gli sprechi di energia e materiale necessari alla produzione; il fattore che influenza principalmente la quantità di scarto in uscita da un processo produttivo è infatti la complessità dell’etichetta da produrre, che si riflette soprattutto nella quantità di scarto di semilavorato prodotta nelle fasi di avviamento e di prove di stampa. È possibile andare ad agire, per esempio, sulla riduzione del numero di colori, sulla scelta di tecniche di stampa a minor impatto ambientale, sull’adozione dei recenti font ecologici. Le parole chiave e gli strumenti da applicare: gestione e progettazione consapevole.
ELISA CRAVOTTO

Designer laureata al Politecnico di Torino, è esperta nella progettazione e nella gestione di sistemi per la sostenibilità, unita alle competenze nell’ambito della comunicazione e del prodotto; caratterizzata da uno spiccato senso pratico e analitico, utilizza la progettazione come mezzo per trasformare la complessità in essenzialità. Nel tempo libero ama stare a contatto con le persone e curare il proprio benessere personale unendo sport e cibo di qualità.
SIMONA PATANIA


 Il 24 febbraio scorso è stato presentato ufficialmente il lavoro degli specialisti che hanno fotografato minuziosamente la Cappella Sistina, durato cinque anni, per immortalare il suo stato attuale in vista di restauri futuri. Dalle 270.000 immagini digitali sono stati stampati anche dei volumi a tiratura limitatissima che costeranno 12.000 euro.
Il 24 febbraio scorso è stato presentato ufficialmente il lavoro degli specialisti che hanno fotografato minuziosamente la Cappella Sistina, durato cinque anni, per immortalare il suo stato attuale in vista di restauri futuri. Dalle 270.000 immagini digitali sono stati stampati anche dei volumi a tiratura limitatissima che costeranno 12.000 euro.










