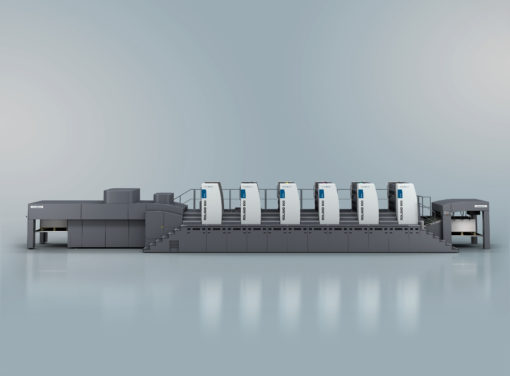
Roland 900 a sei colori – formato 6B1 con modulo di verniciatura,
Roland 900 a sei colori.
La tecnologia Cambio Lastra Simultaneo (SPL) è molto importante per gli stampatori sommersi dagli ordini e con l’obiettivo di velocizzare il processo produttivo.
Cartotecnica Jesina S.r.l. ha installato la tecnologia SPL sulla sua nuova Roland 900 a sei colori formato 6B1 con modulo di verniciatura di manroland.
Cartotecnica Jesina, azienda italiana che opera nel settore da 60 anni, conta circa 50 dipendenti che lavorano nel suo impianto di produzione di 10.000 metri quadrati, in provincia di Ancona. È specializzata nella stampa di scatole ed espositori con l’utilizzo di diversi tipi di carta o cartone: per questa azienda i colori, le forme e i disegni dei suoi prodotti mostrano l’attenzione al dettaglio e la professionalità.
Con l’installazione della nuova Roland 900 a sei colori – formato 6B1 – con modulo di verniciatura, le macchine da stampa Roland 900 installate salgono a due.
Cartotecnica Jesina ha una produzione annuale di circa 100 milioni di scatole, quindi la velocità di produzione è di fondamentale importanza per soddisfare le richieste dei clienti. In questo caso l’innovativa tecnologia SPL è di notevole aiuto nella fase di preparazione del lavoro.
Il tempo di avviamento si è ridotto perchè il dispositivo SPL «consente di eseguire contemporaneamente le diverse fasi di preparazione,» dice Renzo Paoletti, proprietario della Cartotecnica Jesina.
Il dispositivo SPL permette il cambio delle lastre da stampa simultaneamente su tutti i gruppi stampa. I cilindri caucciù e stampa possono essere lavati automaticamente durante il cambio lastra. Con questa tecnologia, lo stampatore può ridurre significativamente il tempo di avviamento, aumentare la produttività, abbassare il costo totale di produzione e, di conseguenza ottenere maggiori profitti.
Un nuovo pacchetto di servizi di progettazione tecnica e software destinato ai produttori di macchine da stampa inkjet, che aiuterà questi ultimi a introdurre prodotti sul mercato in tempi più brevi, risolvendo le problematiche inerenti allo sviluppo di nuove macchine, sarà presentato in occasione di drupa da Global Graphics Software.
Chiamato Fundamentals, il servizio fornisce ai produttori una fonte unificata per i componenti chiave del software e il know-how progettuale essenziale per costruire un front-end digitale. Il servizio si rivolge inizialmente a produttori di macchine per la stampa inkjet, commerciale, di imballaggi ed etichette. L’obiettivo è quello di aiutarli a ridurre i tempi di immissione sul mercato e i costi di progettazione.
«Fundamentals è il risultato della nostra interazione con produttori di macchine da stampa inkjet che stanno spingendo sempre oltre i limiti di questa tecnologia mentre introducono sul mercato nuovi modelli di stampanti,» spiega Martin Bailey, CTO di Global Graphics Software. «Ogni macchina da stampa, ogni applicazione e ogni ambiente operativo sono diversi. Spesso le aziende non sono in grado di risolvere autonomamente i problemi che si trovano a dover affrontare nella fase di sviluppo di una nuova macchina da stampa. Ed è qui che entriamo in gioco noi, aiutandoli grazie a una combinazione costituita da software all’avanguardia e dal nostro nuovo servizio di progettazione tecnica Breakthrough.»
Eric Worrall, a capo del team Breakthrough di Global Graphics, spiega: «Lavoriamo fianco a fianco con il produttore per creare una soluzione che sia davvero personalizzata in base alla loro macchina da stampa e all’ambiente operativo. A questo fine, forniamo al produttore l’accesso ai nostri strumenti e a un pool assolutamente unico di scienziati e ingegneri, con decenni di competenze specialistiche, esattamente quando ne hanno bisogno.»
«Stiamo già lavorando su soluzioni per la taratura delle testine, il raggruppamento e l’incatenamento nell’output, la stima degli inchiostri e addirittura il controllo dell’ambiente dei test beta», prosegue Worrall. «L’obiettivo è superare ogni ostacolo tecnico, accelerando l’immissione sul mercato della macchina da stampa. Prendiamo in mano la situazione e risolviamo qualsiasi problema per il quale il produttore desideri il nostro aiuto. Per esempio, di recente siamo stati incaricati di migliorare la qualità di stampa ma siamo passati alla velocità della retinatura perché si trattava di un risultato positivo immediato per il produttore.»
Fundamentals, che include software all’avanguardia di altri fornitori, segna l’inizio di una collaborazione più stretta fra Global Graphics Software e Hybrid Software, aziende con a capo lo stesso presidente, Guido Van der Schueren.
Fundamentals crea un’offerta di software molto più ampia unitamente a un RIP – funziona con o senza Harlequin RIP® – ed è la risposta di Global Graphics ai numerosi fornitori di macchine da stampa alla ricerca della scelta ottimale di componenti software per controllare le loro stampanti inkjet. Un elemento chiave è costituito dal servizio di progettazione tecnica Breakthrough fornito da scienziati del colore, esperti di retinatura e tecnici RIP di Global Graphics. Essi forniscono i servizi di integrazione che fungono da collegamento per Fundamentals.
Nella linea di prodotti troviamo la nuova retinatura multilivello di Global Graphics destinata alla tecnologia inkjet (ScreenPro) che migliora sensibilmente la qualità dell’output a getto d’inchiostro, specialmente ad alte velocità e anche su supporti problematici. Tale soluzione è disponibile come motore di retinatura autonomo che non richiede il RIP Harlequin.
La linea completa è costituita da:
postazione per il layout di etichette: per stimare e pianificare commesse singole o multi-gang da bobina a bobina all’inizio del flusso di lavoro di stampa
CloudFlow Fundamentals: una versione OEM del popolare sistema di gestione dei file di HYBRID Software, che può essere facilmente brandizzata e personalizzata per ciascuna macchina da stampa e che è configurata ad hoc per flussi di lavoro inkjet per imballaggi ed etichette. Dall’interno di CloudFlow Fundamentals il file può essere rasterizzato per poi applicare la retinatura e la gestione del colore.
Harlequin RIP®: famoso per la qualità dell’output nonché per la velocità, il RIP Harlequin per PDF nativo alimenta le pagine nella macchina da stampa senza scendere a compromessi sulla qualità. Questo RIP gestisce senza difficoltà dati variabili e basse tirature e si integra con CloudFlow Fundamentals
ScreenPro: un motore di retinatura multilivello autonomo che affronta a livello di software molti dei difetti riguardanti la qualità, come l’incatenamento e la maculatura, che non possono essere risolti a livello meccanico. Utilizzando il servizio Breakthrough, gli ingegneri di Global Graphics misurano le prove di stampa ed elaborano i risultati attraverso il nuovo strumento di ottimizzazione Digital Print Quality Optimizer di Global Graphics. La soluzione calcola patterning e sovrapposizioni ottimizzati per le diverse dimensioni delle gocce d’inchiostro disponibili.
Harlequin ColorPro™ assicura colori uniformi e prevedibili per un’ampia gamma di flussi di lavoro, fra cui Esko. Tavole di consultazione di marchi in un’ampia gamma di spazi cromatici soddisfano l’esigenza della fedeltà cromatica e i colori possono essere abbinati con un output convenzionale per ottenere l’uniformità ad ampio raggio della presenza del brand. Supporta i profili ICC standard di settore, come i profili per link dispositivi e canali N.
ProofScope: un’unità per prove soft per verificare, prima della stampa, separazioni, segni di taglio, codici a barre, colori, dimensioni e densità
Mellow Colour: software per la gestione della qualità della stampa digitale la cui certificazione è richiesta da marchi leader come Conde Nast e Marks & Spencer. Offre ai fornitori di macchìne da stampa la possibilità di comprendere le prestazioni della stampante e la possibilità di eseguire diagnosi in remoto. Di valore inestimabile quando si eseguono programmi beta.
A livello mondiale I&C-Gama ha installato oltre 7.000 sistemi. Le sue soluzioni sono
vendute a clienti del packaging, delle etichette, dei quotidiani, della stampa commerciale e in OEM ai costruttori.
A seguito di una partnership di successo con la I&C, negli anni Gama ha consolidato la presenza nel mercato italiano.
Per incrementare la presenza nel mercato internazionale e implementare la rete di distribuzione, è stata fondata la Gama International, sia per la commercializzazione che per il post-vendita. Per una maggiore presenza nel mercato americano, nel 2016 è stata costituita Gama Americas, con sede a York (PA).
A drupa, oltre ai collaudati sistemi di controllo della viscosità degli inchiostri con tecnologia vibration VIS G26, per inchiostri a base acqua, G28 e G29, per inchiostri a base acqua ed EB, saranno presenti il G90 per il controllo della temperatura e il G50 per il controllo del pH. Inoltre, saranno introdotti i nuovi sistemi automatici di controllo della viscosità per inchiostri a base acqua, VIS G20, per adesivi e vernici, VIS G30, VIS G31 per il controllo del pH e VIS G32 per il mercato del cartone ondulato. Questi ultimi vantano, in particolare, le stesse caratteristiche innovative dei precedenti:
-semplicità d’uso
-compattezza
-mancanza di organi meccanici soggetti ad usura
-ridotta manutenzione
-integrazione nel condotto per l’invio dell’inchiostro alla macchina da stampa
-conformità alle norme antiesplosione
-risparmio energetico
-basso impatto ambientale
Completeranno la serie dei sistemi di controllo il G200, per il rilevamento del consumo degli
inchiostri, il G150 e il G300 per la gestione dei dati e l’esecuzione automatica di attività.
Presso lo stand I&C-Gama sarà anche possibile visionare soluzioni per montacliché, sistemi di ispezione e soluzioni innovative per la logistica interna.
Nuovo software SOFT-MON-016 per i viscosimetri VIS G26 e G29 per flessografia e rotocalco
Interfaccia grafica più accattivante, che dà all’operatore l’opportunità di vedere sullo schermo tutte le informazioni relative a viscosità, temperatura e pH. Inoltre, vengono rilevati i dati di consumo di solvente o di ammine. Il nuovo software, presentato ufficialmente a drupa, ha una memoria maggiore e archivia fino a 5.000 lavori. Si interfaccia con il sistema di gestione del cliente, per l’invio di informazioni sul processo di stampa, e con i sistemi spettrofotometrici in linea, per la modifica automatica del valore della viscosità.
VIS G20 per i settori flessografia e rotocalco
Il nuovo sistema G20 permette il controllo della viscosità degli inchiostri a base solvente e, se necessario, apporta automaticamente dei correttivi mediante l’aggiunta di solvente per un’accurata qualità di stampa e per ottenere le massime prestazioni della macchina flessografica o rotocalco. Il sistema trasmette le informazioni all’operatore in tempo reale e al termine della produzione emette un rapporto di produzione. L’operatore può archiviare i parametri dei set-up e dei “job” per future ristampe.
È adatto per impianti da 1 a 6 colori, con possibilità di gestione mediante tastiera digitale (touchscreen 4,3’’-10’’), o tramite PC.
Il VIS G20 può essere integrato con il sistema di controllo della temperatura degli inchiostri G90 per ottenere una stabilità della stessa, con valori consigliati tra i 22°-25°, e contenere la formazione di schiuma per un’ottima resa qualitativa durante il processo di stampa.
VIS G31 e G32 per il mercato del cartone ondulato
Il nuovo sistema VIS G31 permette il controllo automatico del livello del pH. Se il cliente desidera controllare e apportare una correzione, può essere aggiornato al G32.
Con il sistema VIS G32 possiamo gestire i valori del pH e della viscosità aggiungendo ammoniaca o acqua per ottenere una perfetta qualità di stampa. Inoltre, è possibile integrarlo con il sistema di controllo della temperatura G90, per mantenere stabile il valore della temperatura dell’inchiostro e per facilitare la qualità di stampa.
Nuove soluzioni e nuovi segmenti di mercato per Gama
Il G150 è una soluzione che si interfaccia al sistema Chromalab, o spettrodensitometro in linea, installato sulla macchina da stampa, che permette la gestione dei dati colore al fine di compensarne le variazioni. Durante la stampa il sistema di controllo colore invia in tempo reale i dati di densità e di LAB al Supervisore Gama del sistema di controllo qualità inchiostri e, qualora la densità del colore o il valore LAB si siano modificati rispetto ai valori desiderati, il G150 varia automaticamente il dato di viscosità per ottenere la densità desiderata e interviene per migliorare il delta E. Il G200 è un sistema di rilevamento del consumo degli inchiostri durante il processo di stampa. I dati elaborati, relativi alla quantità utilizzata, permettono di confrontare il preventivo con i valori degli inchiostri consumati, al fine di calcolarne i costi effettivi.
Il G300 è un sistema progettato per un avviamento veloce nel caso di ristampa. L’operatore, mediante un lettore di codice a barre, legge i dati riportati in un campione di stampa o sulla cartelletta cliente e automaticamente richiama dal Supervisore il “Job” archiviato. La cartella contiene tutti i dati e i parametri di viscosità dei vari colori, per un’immediata taratura dei viscosimetri.
I clienti potranno inoltre verificare i nuovi aggiornamenti da noi realizzati per agevolare la
funzionalità e la semplicità d’uso dei sistemi attualmente installati, in particolare il nuovo software del G26 che permette di ampliare le funzioni del sistema stesso.
La serie M di foil Kurz per stampa a caldo è giunta al suo completamento. Lo annuncia Luxoro, agente e distributore esclusivo per l’Italia del Gruppo Kurz, rispondendo alle numerose richieste, emerse recentemente, circa la disponibilità di foglie specifiche per la decorazione di ampie superfici a fondi pieni e per particolari e tratti estremamente fini. Le foglie in questione si chiamano, rispettivamente, Luxor®/Alufin® MP e Luxor®/Alufin® ML.
«Questi foil, che fanno parte della famiglia Luxor®/Alufin® M» afferma Marco Gaviglio, Business Manager Luxoro «sono estremamente versatili in quanto possono essere utilizzati su vari tipi di materiali e abbracciano un campo d’applicazioni decisamente ampio, che va dal packaging per pasticceria, cosmetica e liquori, sino a etichette, pubblicità e numerosi altri prodotti di arti grafiche.»
Le caratteristiche dei foil ML ed MP comuni con gli altri prodotti della serie M sono:
ottima adesione su un’ampia gamma di superfici quali carta, carta patinata e carta trattata con vernici UV
buona resistenza a graffi e abrasioni
tempi di applicazione ridotti
elevata brillantezza
La linea ML offre inoltre un’elevata pulizia dei bordi che ne consente l’utilizzo per la nobilitazione di tratti e caratteri molto fini. Questo foil è anche sovrastampabile con inchiostri convenzionali.
La linea MP, invece, assicura ottime proprietà di adesione a caldo su superfici molto ampie, tipiche dei fondi pieni, eliminando l’intrappolamento dell’aria anche quando la decorazione viene applicata su superfici in rilievo.
«Luxoro ha disponibile a stock i foil ML ed MP, per le tonalità maggiormente richieste», conclude Marco Gaviglio. «Questo consente all’azienda di evadere gli ordini velocemente e non richiede, per le bobine a magazzino, quantitativi minimi d’ordine.»
Cartone ondulato da carte riciclate e riciclabili: la qualità, le prove e le caratteristiche degli imballaggi. Come definire il capitolato in base alle prestazioni che interessano, e come effettuare un controllo allo scopo di mantenere la qualità richiesta nel tempo.
L’utilizzo di prodotti cartari a base macero è giustificato, oltre che dagli aspetti economici, anche dalla possibilità di ottenere prodotti con prestazioni misurabili di elevato valore. Tali possibilità sono offerte dalle attuali tecnologie che consentono di recuperare un’elevata percentuale di fibre, eliminare i contaminanti, effettuare selezioni di fibre e trattamenti per ottenere prestazioni di qualità. Inoltre, l’utilizzo di carte con fibre riciclate – oltre a essere ritenuto un ciclo virtuoso – rende più facile il loro reperimento e aiuta le aziende a essere competitive. Nel mondo, infatti, vengono recuperati e reimpiegati nella produzione di nuova carta oltre 233 milioni di tonnellate di fibre secondarie: tali volumi, rapportati alla produzione cartaria mondiale (403 milioni di tonnellate), portano a un tasso medio di utilizzo di quasi il 57,9%: ogni 100 tonnellate di carta prodotte, 58 provengono dall’impiego di carta già utilizzata (fonte Risi, dati 2013).
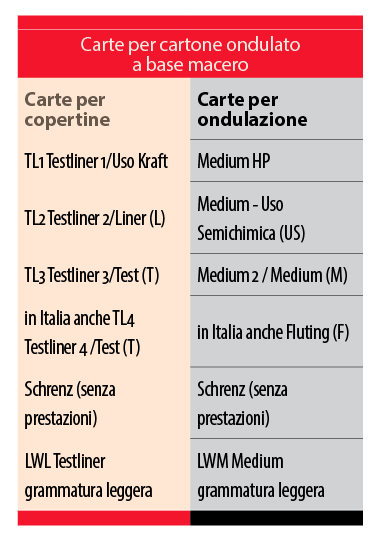
Ma chi produce e chi utilizza imballaggi in cartone ondulato deve poter conoscere la qualità delle carte riciclate, l’attuale classificazione e le caratteristiche prestazionali dell’imballaggio in funzione del suo utilizzo. Se pensiamo a una scatola in cartone ondulato, la sua qualità dipende dal cartone ondulato che, a sua volta, dipende dalle carte che lo compongono. Cominciamo quindi a familiarizzare con le sigle delle carte costituenti il cartone ondulato. A parlarci di tutto ciò, nell’ambito di un seminario aperto organizzato in collaborazione con Comieco, Marco Buchignani del Centro Qualità Carta di Lucca, laboratorio indipendente che nasce a nel 1991, come Unità Operativa di Lucense, e che effettua analisi, attestazioni di conformità e ricerca lungo tutta la filiera cartaria.
A volte le carte per cartone ondulato si indicano con nomi specifici scelti dalle aziende. Tuttavia, c’è l’esigenza di confrontarle in base alle prestazioni, per avere un linguaggio comune tra attori della filiera: in tabella sono raggruppate e indicate le sigle standardizzate da Cepi (a livello Europeo), Assocarta e Gifco (a livello nazionale) a cui si possono ricondurre le varie denominazioni in funzione delle prestazioni.
Principi generali delle prove da effettuare
In generale le principali prove che si eseguono sulle carte per imballaggi, e in particolare su carte per cartone ondulato, a parte la prova base della grammatura, sono la resistenza a compressione (RCT ed SCT), la resistenza allo scoppio, la resistenza a compressione in piano CMT, l’assorbimento di acqua Cobb, la permeabilità Gurley (all’aria), la prova di ruvido/liscio, il grado di bianco/colore, la resistenza alla delaminazione, la resistenza a trazione e rigidità a trazione. In particolare, le carte per copertine sono classificate in base alle prestazioni di resistenza a compressione (RCT e SCT) e per questi tipi di carte viene indicato anche il valore di scoppio, che è una misura della resistenza a trazione “a 360°” dei legami delle fibre. Anche le carte per onda sono classificate in base alle prestazioni di resistenza a compressione (RCT e SCT) e per queste è indicato il CMT, che è la misura della resistenza alla compressione in piano delle onde. Più in dettaglio la prova di resistenza RCT misura la resistenza alla compressione di una carta disposta ad anello: la striscia di carta in esame viene disposta in una fessura circolare formante un anello; tale fessura è realizzata dall’unione di una parte fissa a un disco centrale intercambiabile con altri di raggio variabile in modo tale da lasciare una fessura della misura corrispondente allo spessore del foglio di carta.
Un’analisi sia per carte per copertina sia per onda che tende a sostituire le misure di resistenza a compressione di RCT è la prova di resistenza alla compressione SCT, che serve a determinare la resistenza alla compressione a distanza ravvicinata di carte destinate alla fabbricazione di scatole e cartoni ondulati. Sia dai valori di RCT, sia dai valori di SCT si può arrivare a una stima della resistenza a compressione del cartone (ECT) e di conseguenza a più precise scelte progettuali.
Altra prova specifica solo delle carte per onda è il CMT, che permette di misurare la resistenza allo schiacciamento di una striscia campione di carta ondulata. La rigidità della struttura dell’onda è una caratteristica molto importante per il cartone ondulato. Le strisce di carta, tagliate nel senso di macchina del foglio, vengono ondulate con un’apposita macchina ondulatrice da laboratorio e tenute nella giusta posizione con l’ausilio di nastro adesivo. Ovviamente è importante notare che la caratteristica di CMT, misurabile sulla carta, si riflette in modo proporzionale sul valore di FCT (Flat Crush Test) misurabile sul cartone ondulato a un’onda.
Sollecitazione per l’immagazzinamento
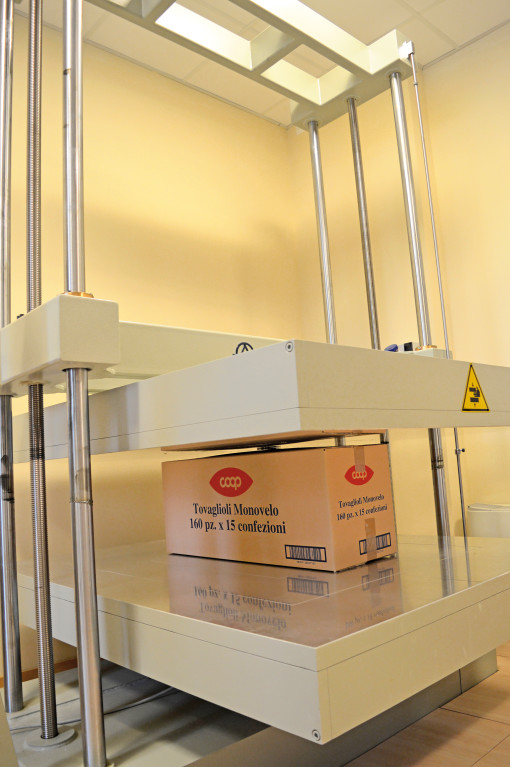
Fondamentale è la prova di compressione su scatole di cartone ondulato (BCT): è un test rapido per individuare la resistenza alla compressione verticale e quindi correlato all’accatastamento. La prova viene eseguita secondo metodo Fefco n° 50, e consente di mettere in relazione il progetto della scatola in cartone ondulato in funzione dell’accatastamento, ovvero del peso del contenuto, dell’altezza di accatastamento e di un fattore di sicurezza (Ct). Inoltre, si può correlare la resistenza alla compressione verticale BCT di una scatola con quella di una provetta di cartone ondulato ECT, che simula quella della parete di una scatola, e di conseguenza completare la progettazione con indicazioni sul tipo di cartone. La prova di resistenza alla compressione sul cartone ondulato ECT si esegue con le onde orientate perpendicolarmente al piano delle piastre e si applica a tutti i tipi di cartone ondulato (Figura 1).
Sollecitazione per la movimentazione
Poiché le scatole di cartone ondulato vengono utilizzate primariamente nella logistica, è bene verificarne le prestazioni che riguardano la contenibilità, la resistenza alle cadute e alle vibrazioni. La prima prova da effettuare è l’impatto verticale mediante caduta (Figura 2): lo scopo è analizzare il comportamento dell’imballaggio quando subisce urti o impatti nella movimentazione. La prova è fatta sull’imballaggio completo del contenuto effettivo (o simulato). Una prova richiesta da diverse normative, come Adr/Imdg sugli imballaggi destinati al trasporto di merci pericolose o Ista, Astm e Iso per imballaggi per beni durevoli. Per tutti i tipi di imballaggio le norme fissano le intensità delle prove, in funzione del peso e della pericolosità del prodotto. L’esito è positivo se non si sono verificate dispersioni del contenuto, deterioramenti che possano compromettere la sicurezza del trasporto, fuoriuscite e se è stata preservata l’integrità del contenuto. Una prova da effettuare, che mette in relazione il progetto della scatola in cartone ondulato e la “contenibilità”, ovvero del peso dell’oggetto contenuto e delle dimensioni della scatola, è la prova di scoppio, che stabilisce la resistenza dei legami della carta o del cartone sottoposti a uno sforzo di trazione applicato sulle superfici. La membrana dello scoppiometro esercita una pressione, attraverso il foro centrale, fintanto che il cartone non si rompe. La prova di assorbimento d’acqua Cobb serve a determinare la resistenza all’assorbimento d’acqua della carta e del cartone collato compreso il cartone ondulato. Non si applica a carte e cartoni che durante la prova manifestano comparsa d’acqua sul lato opposto a quello di prova. La collatura della carta è importante per una seria di fenomeni connessi con i trattamenti superficiali, stampa e resistenza all’assorbimento di acqua. Il Cobb esprime in g/m2 la quantità di acqua distillata assorbita da un provino di carta sottoposta a una pressione di colonna d’acqua di 1 cm in un determinato tempo (Figura 3).
Figura 1. Prove di compressione.
Figura 2. La prima prova da effettuare è l’impatto verticale mediante caduta: lo scopo è analizzare il comportamento dell’imballaggio quando subisce urti o impatti nella movimentazione. La prova è fatta sull’imballaggio completo del contenuto effettivo (o simulato).
Figura 3. La prova di assorbimento d’acqua Cobb serve a determinare la resistenza all’assorbimento d’acqua della carta e del cartone collato compreso il cartone ondulato.
Classificazioni del Cartone Ondulato
Per assicurare le prestazioni del cartone ondulato sono state proposte delle classificazioni in funzione del tipo di onda e delle prestazioni. Ciò consente di suddividere il cartone in categorie, ma non consente una progettazione mirata. Esistono molte classificazioni, ma discordanti tra loro. A questo proposito Gifco ha redatto una sintesi dei regolamenti principali: americani (Rule 41, Astm), tedeschi (DIN 55468-1/2), francesi (NF Q12-008/009 ), svedesi (SS 84 30 01). Tutte si fondano sulle diverse prestazioni che possiamo misurare, ma non concordano sulla scelta delle caratteristiche da tenere in considerazione, sulle categorie e sui valori minimi di ciascuna classificazione. Ecco perché è importante che ciascun utilizzatore si crei una propria classificazione, fondata su livelli di prestazioni crescenti, da cui attingere nella progettazione.
Il profilo dell’ondulazione
Il profilo dell’ondulazione determina l’altezza, il passo e il coefficiente di ondulazione (rapporto intercorrente fra la lunghezza della carta da ondulare impiegata per ottenere la lunghezza della copertina e la lunghezza della copertina stessa: tale coefficiente indica il consumo di carta da ondulare. A seconda del profilo impiegato, si otterranno vari tipi di onda universalmente impiegati, ciascun tipoconferisce al cartone ondulato proprietà specifiche; tra quelle più utilizzate le onde B, C, E.
I vari tipi di onda
Onda media (C): coefficiente di ondulazione f = 1,41÷1,43; determina un cartone con spessore compreso tra 3,5 e 4,4 mm. Questo tipo di onda rappresenta un ottimo compromesso tra il consumo di carta (prezzo) e la qualità delle prestazioni (resistenza).
Onda bassa (B): coefficiente di ondulazione f = 1,33÷1,36; determina un cartone con spessore compreso tra 2,5 e 3,4 mm. Il numero di onde contenuto in un metro lineare assicura una buona resistenza alla compressione in piano e una buona stampabilità. Il suo ridotto spessore non favorisce la resistenza alla compressione verticale.
Micro onda (E): coefficiente di ondulazione f = 1,23÷1,30; determina un cartone con spessore inferiore a 2,5 mm. Sta trovando largo impiego nei cartoni ottenuti dall’accoppiamento di un’onda E con una B. Eccellente stampabilità grazie alla planarità della copertina determinata dall’alto numero di onde contenuto in un metro lineare.
Chad Wasilenkoff, presidente esecutivo della canadese Fortress Paper.
La multinazionale di origine canadese Fortress Paper conta fra i suoi clienti le Banche nazionali di 50 Stati e con la tecnologia proprietaria Durasafe creata dalla controllata Landqart ha conquistato anche quella svizzera. E la speciale superficie su cui si basa offre nuove opportunità agli stampatori.
Chad Wasilenkoff, presidente esecutivo della canadese Fortress Paper.
«Questo innovativo sostrato garantisce agli stampatori un ampio ventaglio di opzioni di design mai sperimentate sino a questo momento. Perché si compone di strati molteplici che potenzialmente potrebbero essere stampati singolarmente prima che le varie facce siano definitivamente legate». Questo è quanto detto a Italia Grafica da Chad Wasilenkoff, presidente esecutivo della canadese Fortress Paper, nel presentare le specificità della tecnologia Durasafe. Sviluppata nel polo svizzero di Landqart essa è alla base della carta speciale con cui la Banca nazionale della Confederazione intende dare vita alla sua nuova tiratura di banconote anti-falsificazione da 50 franchi. Frutto di un lavoro avviato già nel 2004 Durasafe ha ottenuto con il tempo i favori delle istituzioni marocchine, a partire dal 2012; e di quelle del Kazakhstan soltanto dallo scorso anno. La ragione del successo, secondo l’azienda che a dispetto dei suoi 130 anni di storia si descrive quasi come una debuttante nel settore della cartamoneta, risiede in primo luogo nelle sue caratteristiche di massima sicurezza. Durasafe, parte di una vasta famiglia di prodotti che comprende anche carte speciali per passaporti e documenti ufficiali, si compone di due superfici esterne in carta di cotone e di una parte centrale in plastica interamente trasparente. Le aree esterne integrano una filigrana e le apposite fibre di sicurezza mentre le banconote così realizzate sono quasi indistinguibili al tatto rispetto a quelle tradizionali, pur acquisendo, secondo la multinazionale produttrice, più resistenza e durevolezza. Altri, però, sono i dettagli di potenziale interesse per l’industria cartografica e i fornitori di servizi: «Di norma», ha proseguito Chad Wasilenkoff, «quando una banconota viene stampata in rilievo il processo seguito viene chiamato intaglio. Ma se il secondo lato della banconota è realizzato con una classica carta basata sul cotone, l’intaglio sulla faccia opposta non offre le stesse esperienze tattili. Il sostrato Durasafe incrementa la tattilità delle banconote stampate a intaglio su entrambi i lati grazie alla sua anima polimerica interna. Il suo comportamento è simile a quello di una provvisoria spugna che consente una temporanea compressione dell’intaglio in attesa del processo di stampa seguente».
Qualità certificata
Sicurezza e qualità del prodotto sono caratteristiche dalle quali Fortress Paper – che conta circa 600 addetti nel mondo e che attraverso Landqart serve da circa mezzo secolo la Banca nazionale svizzera – non può assolutamente permettersi di derogare. «Tutti gli stampatori specializzati con i quali collaboriamo», ha puntualizzato a questo proposito Wasilenkoff, «sono in possesso di tutte le certificazioni erogate dagli istituti centrali di credito per i quali operano. E questo impone loro di adeguarsi a svariati standard e requisiti di sicurezza; nonché di conservarli nel corso del tempo». Ma oltre a ciò lavorare su commessa per conto del colosso nordamericano significa riuscire a coniugare l’eccellenza tecnologica con la flessibilità necessaria a gestire una molteplicità di processi. «Tipicamente», ha nuovamente sottolineato Chad Wasilenkoff, «gli stampatori nostri partner sono abili nel lavorare su formati diversi e tecniche quali l’offset, l’intaglio, la litografia». Secondo il presidente esecutivo il numero complessivo delle società fornitrici di Fortress Paper, tanto nell’ambito delle carte speciali per banconote quanto in quello della stampa tradizionale, potrebbe crescere di pari passo con un business in costante evoluzione. «Negli ultimi anni», ha concluso Wasilenkoff, «abbiamo consegnato carichi della nostra carta a qualcosa come 30 impianti di stampa in tutto il mondo. Il numero di questi stabilimenti può cambiare leggermente da un anno con l’altro, ma nel complesso ci aspettiamo che possa farsi più cospicuo. E questo anche grazie alla conquista di ulteriori quote del mercato internazionale da parte dei prodotti basati su Durasafe».
L’istituto San Zeno organizza a giugno due interessanti corsi di approfondimento.
Il laboratorio patine
La formulazione di una patina viene sempre di più sviluppata da tecnici o fornitori che
operano all’esterno dell’azienda su macchine pilota. Per i tecnici cartari, la patina è
una ricetta precostituita nella quale non sempre sono noti i ruoli dei singoli elementi e
non sempre si conoscono le problematiche legate alla stesura in patinatrice. Il corso,
partendo dall’analisi dei componenti e delle loro specificità, andrà ad analizzare le caratteristiche salienti delle patine in relazione alle problematiche di stesura e di utilizzo
finale della carta.
Contenuti. I pigmenti utilizzati in patinatura: classificazione, natura chimica, proprietà fisiche, chimiche, ottiche e caratteristiche che esse determinano.
I lattici e i sistemi co-leganti utilizzati in patinatura: classificazione, proprietà fisiche,
chimiche, ottiche e caratteristiche che essi determinano.
Gli additivi utilizzati in patinatura: proprietà fisiche, chimiche, ottiche e caratteristiche
che essi determinano nella patina e nel prodotto finito.
Principi di reologia e applicazioni nella formulazione e controllo delle patine: pH,
viscosità, secco, ritenzione d’acqua.
Esempi di formulazione in funzione della tipologia di supporto e di utilizzo finale
della carta.
L’applicazione della patina su macchina patinatrice: patinatura on-line ed off-line,
tecniche di patinatura, gestione e principali parametri di controllo di una testa di patinatura,
problematiche legate alla stesura ed asciugamento della patina
Destinatari: tecnici di laboratorio, tecnici di cucina patine, responsabili di processo, responsabili del servizio assistenza-clienti che vogliono approfondire le problematiche legate alla formulazione e al controllo delle patine. Fornitori di materie prime e additivi di patinatura. Gli iscritti al corso devono conoscere i sistemi di patinatura.
Verranno effettuate spiegazioni teoriche intervallate da dimostrazioni di laboratorio.
Dove: San Zeno, Verona.
Quando: 14 e 15 giugno (14 ore)
Costo: 350 Euro (280 Euro per Membri AFC)
Classificazione e caratteristiche delle carte da macero
Classificare e riconoscere le principali carte realizzate con fibre di recupero clasificandole
per destinazione d’uso, e per caratteristiche tecniche. Conoscere le corrette
materie prime fibrose utilizzate e identificare le fasi di preparazione impasti necessarie
per la corretta attività di produzione. Contenuti. Classificazione delle carte realizzate con materiale di recupero:
carte grafiche, carte da imballaggio, carte per cartone ondulato, carte speciali.
Analisi delle proprietà specifiche dei singoli prodotti: individuazione dei parametri
e prove di laboratrio utilizzate.
Le materie prime fibrose di recupero: classificazione dei maceri o materiali fibrosi
di recupero, analisi dei contaminanti e delle problematiche di utilizzo.
Flussi produttivi: definizione delle principali fasi di preparazione impasti e di produzione
che devono essere utilizzate per l arealizzazione dei vari prodotti a partire da
diverse materie prime.
Destinatari: tecnici che operano sul processo produttivo; tecnici di laboratorio prove e controlli; addetti all’assistenza tecnica e alla vendita, tecnici di aziende di fornitura.
Dati i contenuti e le modalità, il corso può essere frequentato con successo anche da
personale che è stato inserito da poco negli organici di aziende grafiche o di cartotecnica
che ricopra differenti ruoli.
Il logo dei Print4All è un triangolo, una forma solida, dunque, nella quale non si uniscono in modo «liquido» i tre marchi, diventando uno solo. No, ognuno resta a sé, in un’idea di connubio e sintesi delle tre.
Il logo dei Print4All è un triangolo, una forma solida, dunque, nella quale non si uniscono in modo «liquido» i tre marchi, diventando uno solo. No, ognuno resta a sé, in un’idea di connubio e sintesi delle tre.
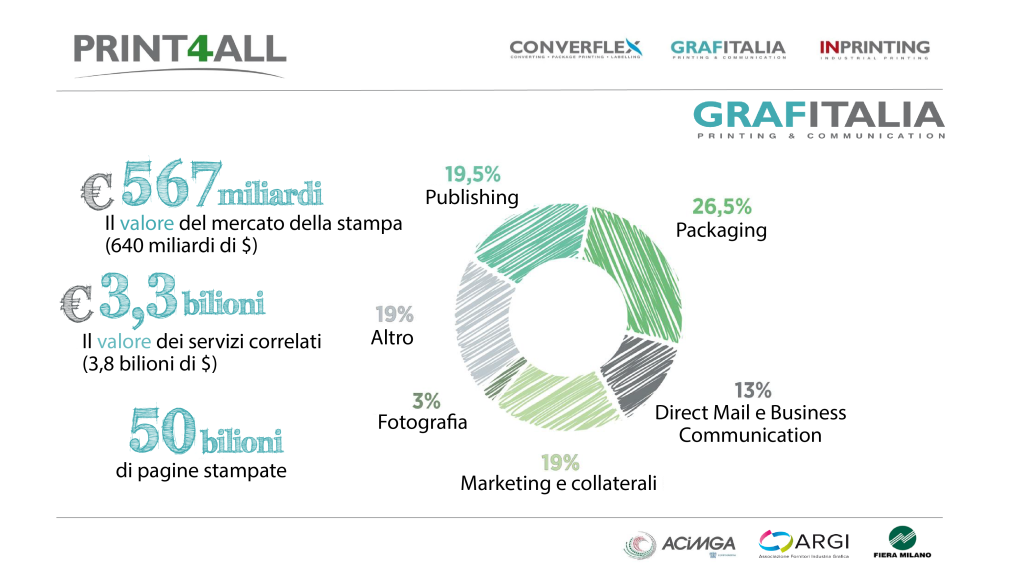
Il mercato cambia, e la stampa cambia con esso, perché la stampa ha ancora molto da dire, in termini di innovazione e potenzialità di utilizzo. E per questo motivo che Acimga e Argi, insieme a 4it e Fiera Milano hanno sancito oggi la loro alleanza: alleanza di intenti e contenuti, non solo di patrimoni.
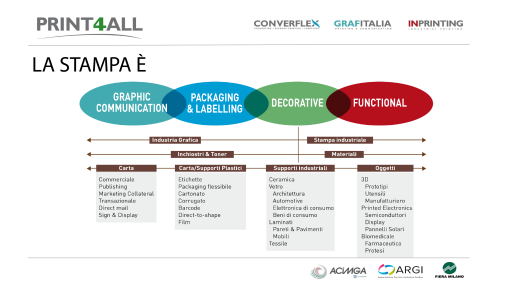
Un anno prima della prossima drupa (che dal 2019 avrà cadenza triennale) avverrà anche la prima edizione: a Fiera Milano dal 29 maggio al 1° giugno 2018. Facile comprendere di cosa si tratta, il brand scelto parla da solo: la stampa è di tutti, per tutti, è ovunque. Quindi la stampa al servizio del packaging, del publishing, ma anche stampa industriale: nell’ordine quindi Converflex, Grafitalia, InPrinting. Il motto di Grafitalia è, secondo chi scrive, importante: comunicazione e stampa, ancora una volta ad abbracciare un ramo di quella lunga filiera, andare là dove tutto inizia, la comunicazione.
«La fiera dev’essere un servizio per le nostre aziende, e non un evento fine a sé stesso», ci tiene a dire Andrea Briganti direttore di Acimga, che testimonia il fatto che sono state le stesse aziende, a spingere sull’acceleratore per questo progetto. E continua dicendo che «in questo nuovo modello, è la manifestazione, che deve andare incontro alle esigenze delle aziende».
Print4All nasce con un format innovativo che guarda in maniera integrata alle business community di sbocco della stampa commerciale, del converting, del package printing, del labelling e della stampa industriale, presentando loro un’offerta completa e fruibile in modalità nuove e moderne.
In contemporanea con Print4All si svolgeranno Ipack-Ima, Meat-Tech, Plast e Intralogistica Italia. Queste cinque anime dell’eccellenza italiana insieme daranno vita a The Innovation Alliance, un evento che, nelle stesse date e in padiglioni attigui, proporrà il meglio di tecnologie e soluzioni in grado di rispondere alle esigenze degli operatori dell’intera catena industriale del processing-printing-packaging-logistica.
Converflex è un marchio Acimga. GrafItalia da oggi è in compartecipazione Acimga-Argi, InPrinting è al 100% di 4IT Group.
«Stiamo pensando a un nuovo modo di fare fiera, a una manifestazione il più possibile vicina alle aspettative del visitatore» afferma Andrea Briganti, Direttore di Acimga. «Il mercato chiede luoghi con una buona rappresentatività del panel dei fornitori, per poter fare scelte di investimento più informate e consapevoli. Certamente la presenza di macchine è prevista e importante. Print4All non sarà però una fiera che si visita al metro quadro. Sarà una grande piazza, composta da molte parti, unite tra loro in una contaminazione che rispecchia la modernità del mercato di oggi.»
Quali sono le innovazioni del futuro? Quali che siano, la stampa può certamente fare la sua parte.
«Tutta la manifestazione» aggiunge Enrico Barboglio, Segretario Generale di Argi «è pensata per favorire visitatori e espositori a fare al meglio la cosa più utile: relazioni e business, a partire dalla planimetria del padiglione che è stata studiata perché il flusso tra tecnologia esposta nelle tre verticali che la compongono e le altre iniziative a programma sia fluido. Oltre alle macchine, si toccheranno con mano le applicazioni, per valutare qualità, precisione, feeling dei supporti, nobilitazione e applicabilità nei settori packaging, labelling, stampa commerciale, della comunicazione transazionale e dell’Industrial printing e 3D. I workshop saranno snelli, efficaci e utili, strutturati per portare approfondimenti tecnologici, best practice e scenari di mercato, con una qualità garantita dal rapporto diretto che le Associazioni hanno con il tessuto economico e industriale dei settori coinvolti.»
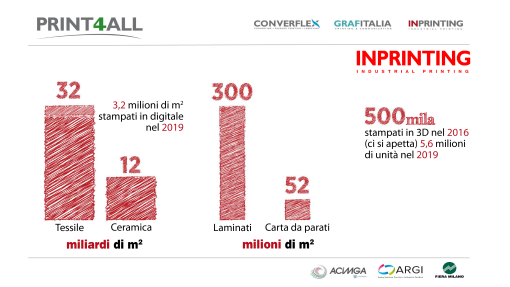
Secondo i dati Assografici, Coverflex in Italia occupa, tra industria della stampa, cartotecnica e trasformazione 150.000 addetti; il fatturato dell’industria cartotecnica e trasformazione è 7 MLD €; l’export di imballaggi ed etichette è di 1.130 MLD € per il 75% verso Paesi UE 28; e vengono prodotte 331mila tonnellate di imballaggi flessibili. In Europa gli addetti sono 477.000 e il fatturato è di 97 MLD di €.Grafitalia intende calarsi con realismo nel mondo di oggi: non pretende di difendere la carta a discapito delle nuove tecnologie, ma piuttosto dare alla carta il vero valore che essa ha nella società odierna.Oggi l’integrazione tra tecnologie analogiche tradizionali (serigrafia) e le tecnologie digitali (digital and hybrid printing) crea nuovi modi di produrre, nuovi modi di comunicare attraverso le cose, e contribuisce a dare vita a un nuovo mercato: il Print of Things (PoT) che inisieme a Digital PoT significa nuove soluzioni produttive per molteplici mercati.
L’anno scorso, più o meno di questi tempi, a Frank Romano è andato il riconoscimento Michael H. Bruno Award, il premio organizzato ogni anno dall’Associazione tecnica delle arti grafiche (Taga). Professore emerito del Rochester Institute of Technology, Romano è noto nell’industria della stampa e nel mondo delle arti grafiche come uno dei più autorevoli interpreti dell’evoluzione tecnologica del settore, nonché come autore di migliaia di articoli sull’argomento. È stato testimone diretto di 56 anni di storia dell’industria della stampa ed è autore di 56 pubblicazioni, tra cui l’Encyclopedia of Graphic Communications, considerata uno standard di riferimento per tutti. Romano è stato consulente per grandi aziende, editori, governi e per molti autorevoli clienti della stampa digitale e del publishing. Ha scritto la prima relazione sulla stampa on-demand digitale nel 1980 ed è stato il principale ricercatore della prestigiosa fondazione Electronic Document Scholarship Foundation (Edsf) con lo studio Printing in the Age of the Web & Beyond, pubblicato nel 2001. Romano vanta 20 anni di insegnamento a tempo pieno presso il Rit e altri 15 come professore a contratto per il Rit e per la Cal Poly (California Polytechnic State University). Attualmente ricopre l’incarico di presidente del Museo della Stampa a North Andover, nel Massachusetts. Oltre a Frank Romano sono stati premiati da Taga anche Erwin Widmer, vicedirettore di Ugra, e Guy Gecht, Ceo di Efi.
Un anno fa abbiamo intervistato Frank Romano, che si espresse su drupa 2016… Ecco, a un anno di distanza, l’intervista, quanto mai attuale.
È in atto un processo evolutivo che porterà il settore della stampa a strutturarsi su un rinnovato assetto economico globale. Arricchito però da un numero crescente di business paralleli come la comunicazione cross-media, il marketing e la stampa di qualità. Parola di Frank Romano.
Frank Romano, professor emeritus al Rochester Institute of Technology, non è certo un personaggio qualsiasi. La sua esperienza nel settore delle arti grafiche e la sua conoscenza della storia industriale della stampa ne fanno un testimone prezioso di tutte le vicende tecnologiche di questo comparto negli ultimi cinquant’anni. Difficile raccogliere da lui osservazioni banali o atteggiamenti modaioli o di circostanza. Il suo impegno sulle «cose della stampa» è sempre costante e maturo, e a dimostrarlo ci sono i suoi documentatissimi articoli sulle maggiori riviste tecniche di settore. E, soprattutto, ci sono i numerosi attestati di stima in giro per il mondo, poiché Romano è puntualmente ospitato in tutti gli appuntamenti internazionali che contano. A lui abbiamo voluto domandare quali segnali il mondo della stampa stia trasmettendo oggi al mercato e, viceversa, quali siano i percorsi più probabili che l’industria grafica ed editoriale esplorerà nel prossimo futuro per essere più vicina alle esigenze dei clienti. Previsioni assai difficili da fare, anche per un guru navigato come Frank.
Che cosa si aspetta da drupa 2016? «Mi aspetto una notevole quantità di innovazioni tecnologiche lanciate da imprese nuove e anche tradizionali. E mi aspetto che queste aziende occupino maggiore spazio rispetto agli abituali grandi espositori che abbiamo conosciuto in passato. Questo sarà la mia undicesima esposizione, è quindi da 44 anni che vado a drupa, e ho un’aspettativa molto alta rispetto all’osservazione di innovazioni originali e di soluzioni reali per gli stampatori».
Molte aziende stanno diventando sempre più imprese di comunicazione, con ricavi in crescita – quindi in controtendenza rispetto al comparto – proprio perché hanno sostituito parte della stampa tradizionale con nuovi servizi. Che cosa sta accadendo secondo lei? «Questo succede perché il marketing è diventato multimediale mentre la stampa rappresenta oggi solo una porzione di programmi più ampi che includono i social media, i siti Web e le campagne via e-mail. Occorre però sottolineare una cosa importante: le aziende che offrono servizi di stampa sono oggi in grado di gestire i media elettronici molto meglio di quanto le compagnie di servizi di comunicazione elettronica sappiano fare con la carta stampata. Quel che voglio dire è che i print service provider sono meglio attrezzati per fornire servizi completi di comunicazione multimediale. È vero che il volume di stampa complessivo potrà essere in calo, ma si tratta pur sempre di una parte ancora piuttosto rilevante dei programmi di marketing. Gli opuscoli pubblicitari, le brochure, il direct mailing e molti altri materiali stampati saranno ancora strumenti indispensabili per molte strategie promozionali e di vendita».
Non crede che ciò che è avvenuto nel settore della fotografia con l’avvento del digitale, cioè l’ingresso di una nuova tecnologia «dirompente», possa accadere oggi anche nel nostro settore con un nuovo e più energico perfezionamento del digitale? «La stampa digitale ha cambiato il settore industriale pressoché a tutti i livelli, dalle piccole stampanti domestiche al grande formato a getto d’inchiostro. Ed è una rivoluzione che ha consentito ai servizi di stampa di essere presenti praticamente ovunque. Lo dimostra il fatto che quasi ogni abitazione privata e ogni impresa dispongono di una macchina da stampa digitale».
Ma, per andare al sodo, secondo lei la nanografia potrebbe rappresentare quel nuovo passaggio digitale veramente «disruptive» che tutti si attendono? «Difficile dirlo. È vero che i sistemi di stampa Landa Nanographic utilizzano minor quantità di inchiostro e carta comune non trattata per realizzare stampati di alta qualità. Si tratta però di una variante del toner liquido che anche altri produttori stanno mettendo in pratica: sto parlando di Xeicon, di Canon-Océ e anche di Hp Latex. Tuttavia penso che toner secco, thermal inkjet, inchiostro a solvente e Uv inkjet saranno ancora tutti in piena concorrenza reciproca nei prossimi scenari di mercato».
Per Romano toner secco, thermal inkjet, inchiostro a solvente e UV inkjet saranno ancora tutti in piena concorrenza reciproca nel prossimo futuro.
Anche lei evidenzia però che c’è grande attenzione, in questo momento, verso le tecnologie dell’inchiostro e le loro formulazioni. Potrà mai esserci una tecnologia dominante? «Credo che tutto l’inkjet, nel suo insieme, dominerà nel tempo. L’offset e il toner avranno ancora buoni mercati, ma la tecnologia a getto d’inchiostro presenta un numero maggiore di vantaggi. La Landa Nanographic, per fare l’esempio dell’ultima grande novità, è in realtà un toner liquido erogato da ugelli a getto d’inchiostro, ed è un esempio significativo dell’ingresso di nuovi approcci in questo settore. Si tratta di tecnologie ibride in grado di trasferire le sostanze coloranti sul supporto attraverso ugelli che spruzzano nuovi tipi di formulazioni. Penso che le aziende di stampa avranno quindi molte più alternative rispetto a oggi, forse più di quanto siano in grado di utilizzare».
I volumi di stampa si sono praticamente dimezzati rispetto a un decennio fa e sembra che sia in atto una vera e propria selezione della specie. Si ha la netta sensazione che i piccoli stampatori scompaiano per lasciare posto solo ai grandi gruppi. Lei che ne pensa? «C’è da dire che oggi gran parte del volume prima gestito dai piccoli stampatori si è spostato verso i grandi operatori Web-to-print che possono realizzare il gang-run printing, cioè la stampa di più lavori su una stessa imposizione: per cui il biglietto da visita, l’invito, il volantino e altri prodotti di stampa vengono disposti organizzati su una stessa lastra. Ma è anche vero che esistono ancora i piccoli stampatori per coloro che non possono aspettare un giorno o che devono stampare lavori più complessi. I piccoli operatori servono i mercati molto locali. Ed è quindi difficile che scompaiano del tutto».
Secondo Frank Romano oggi gran parte dei volumi prima gestiti dai piccoli stampatori si è spostato verso i grandi operatori Web-to-print che possono realizzare il gang-run printing, cioè la stampa di più lavori su una stessa imposizione.
Oggi c’è un’intersezione di alcuni fenomeni come la sovraccapacità produttiva, l’ingresso di nuove tecnologie prima inesistenti, la contrazione del mercato e il valore sempre minore degli stampati intesi ormai come una commodity. Esiste nella storia dell’economia manifatturiera un esempio che possa ricondurre a ciò che sta accadendo nel mondo della stampa?
«Ogni settore e in tutte le epoche ha sofferto di sovraccapacità. I settori delle ferrovie e delle imbarcazioni a vapore hanno alternato periodi di prosperità ad altri di difficoltà, ma poi queste industrie hanno trovato il loro livello ottimale e hanno cominciato a prosperare. L’industria della stampa è oggi probabilmente in una fase di corretto dimensionamento, vale a dire che sta trovando il suo livello ottimale di assetto sul mercato. Secondo alcune stime, entro il prossimo anno o in quello successivo si raggiungerà con buona probabilità il numero di stampatori e i volumi di stampa in grado di sostenere l’industria della stampa globale da qui alla fine del secolo».
E che ne pensa allora dei cambiamenti indotti dalle nuove tecnologie mobili sugli stili di vita della gente? Le nostre facoltà saranno certamente migliorate, ma la memoria? Come potremo ricordare le cose importanti senza l’uso di carta? «Stiamo trasferendo i nostri ricordi dal nostro cervello alle nostre apparecchiature. Ovunque vado vedo gente utilizzare i propri dispositivi mobili per mostrare le immagini che sono state memorizzate sugli stessi. Ma solo la stampa permetterà a quelle fotografie di essere viste in futuro. Penso quindi che il business dei photobook sia già e diventerà sempre più un mercato in crescita».
Lei che gira il mondo costantemente può raccontarci quali sono le esperienze di stampa più interessanti che ha vissuto? Magari in Paesi emergenti come India, Asia Pacific o Cina, dove il costo del lavoro è bassissimo… «L’incontro più interessante è stato finora per me quello avuto all’International Packaging and Printing Industry Exhibition di Ho Chi Minh City, dove mi sono confrontato con quasi l’intera industria della stampa del Vietnam, i cui rappresentanti si erano riuniti tutti in un’unica stanza nella stessa occasione. Un’esperienza davvero istruttiva. Per il resto occorre dire che il costo del lavoro rappresenta un onere primario per tutte le aziende di stampa e, in conseguenza di ciò, i volumi si stanno spostando nelle aree del mondo che offrono la possibilità di pagare salari molto più bassi. Ma dal momento che gli standard di vita aumentano e migliorano un po’ dappertutto, come successe in Giappone e in Corea dopo la Seconda Guerra Mondiale, anche in Cina e in molte altre ragioni dell’Asia è già da tempo in corso un incremento delle retribuzioni medie. E non appena l’automazione, e la robotica in particolare, verranno impiegate su larga scala, i volumi di stampa si sposteranno di nuovo nei loro Paesi d’origine».
TUTTI GLI «ACCENTI» DI DRUPA DAL 1972 AL 2012 SECONDO FRANK ROMANO Questa è la sequenza delle diverse caratterizzazioni di Drupa nel corso degli anni secondo Frank Romano, che da ben 44 anni, cioè dal 1972, frequenta la fiera di Düsseldorf.
1972 – Drupa delle piccole macchine da stampa commerciali
1977 – Drupa della prestampa elettronica a colori
1982 – Drupa della fotocomposizione
1986 – Drupa delle pellicole completamente impaginate
1990 – Drupa digitale
1995 – Drupa della produttività migliorata (Ctp, macchine Di, stampa digitale a colori)
2000 – Drupa dell’automazione di stampanti e flussi di lavoro
2004 – Drupa del Jdf
2008 – Drupa dell’inkjet
2012 – Drupa dell’inkjet amplificato e della finitura in linea
Installato presso lo stabilimento di Ghelfi Ondulati nel gennaio 2016, il sistema di stampa HP PageWide Web Press T400 Simplex è destinato alla stampa del cartone ondulato.
Installato presso lo stabilimento di Ghelfi Ondulati nel gennaio 2016, il sistema di stampa HP PageWide Web Press T400 Simplex è destinato alla stampa del cartone ondulato.
HP ha annunciato l’installazione del quarto sistema di stampa HP PageWide Web Press T400 Simplex a livello mondiale presso Ghelfi Ondulati, di Buglio in Monte (SO). Attiva nel settore del cartone ondulato, l’azienda ha scelto la tecnologia digitale di HP per adottare un nuovo approccio nella produzione di imballaggi in cartone ondulato, volto a valorizzare i plus forniti dal dato variabile.
Installato presso lo stabilimento di Ghelfi Ondulati nel gennaio 2016, il sistema di stampa HP PageWide Web Press T400 Simplex è destinato alla stampa del cartone ondulato. La nuova soluzione di HP offre alta produttività – fino a 183 metri lineari al minuto – e assicura una qualità di stampa elevata e brillantezza delle tinte, grazie al nuovo HP Priming Agent per la stampa full color con inchiostri HP A50 pigmentati base acqua.
«I primi risultati ottenuti sono notevoli: la stampa ci sorprende per qualità e ripetibilità», afferma Luca Simoncini, Responsabile Progetto Digitale. E aggiunge: «In questa fase iniziale dobbiamo sincronizzarci con la nostra produzione e con l’attuale mercato di riferimento. I vantaggi immediati sono già evidenti e riguardano l’ampia flessibilità nella gestione delle tirature e del dato variabile, oltre alla semplificazione del ciclo di produzione, laddove non è più necessario preparare gli impianti e i mock up. Si apriranno così le porte alla personalizzazione di massa anche nel nostro settore, che sposterà il terreno di confronto dal costo al valore della confezione, ovvero la sua capacità di stabilire una conversazione mirata con il singolo interlocutore. Uno degli obiettivi di breve termine è quello di differenziare i mercati di riferimento, aprendoci in particolare, a una collaborazione più stretta con i brand owner dell’agroalimentare italiano ai quali andremo a proporre prodotti innovativi. Tuttavia, è nel lungo termine che individuiamo le maggiori opportunità».
«Fra le tante, la nostra è una storia di fatica per trovare spazio in un contesto ove l’azienda-famiglia non è considerata un valore. Ci piacciono il nuovo e il diverso: nell’incontro con il digitale abbiamo visto l’opportunità di vivere un mondo che oggi ancora non c’è» afferma Maria Grazia Ghelfi.
Fondata nel 1952 da Giuseppe Ghelfi, Ghelfi Ondulati è specializzata nella produzione di imballaggi in cartone ondulato per il settore agroalimentare. L’azienda punta da sempre sull’aggiornamento continuo dei processi produttivi e sull’investimento nel parco macchine per offrire prodotti di qualità superiore. Un approccio che ha consentito a Ghelfi Ondulati di crescere, ampliare progressivamente l’attività e differenziarsi, in particolare nel comparto ortofrutticolo italiano. Attualmente, l’azienda genera un fatturato annuo di circa 70 milioni di euro e conta 130 dipendenti e una produzione di 65 milioni di metri quadrati all’anno. Attiva sull’intero territorio nazionale – attraverso un network capillare di 55 centri di montaggio – Ghelfi Ondulati è presente anche in alcuni mercati esteri.
Con l’ingresso della terza generazione ad affiancare la seconda alla guida dell’azienda, e a fronte dei cambiamenti in atto nell’industria dell’imballaggio, Ghelfi Ondulati sta mettendo in campo nuovi progetti per cavalcare il futuro. L’adozione del digitale è la grande sfida del presente e il sistema HP PageWide Web Press T400 Simplex lo strumento scelto per affrontare e vincere tale sfida.
«La volontà di fare le cose diversamente e la determinazione a indirizzare – e non solo seguire – il mercato sono una costante nella storia di Ghelfi Ondulati e derivano, in parte, dalla location dell’azienda, al di fuori delle rotte principali del business. Siamo riusciti a trasformare questo apparente fattore di svantaggio in un’opportunità, e in questa frase si riassume anche la filosofia dell’azienda», spiega Fabio Esposito, Direttore Generale di Ghelfi Ondulati. «La scelta di scommettere sul digitale si inserisce esattamente in tale contesto. Abbiamo osservato da vicino l’evoluzione di questa tecnologia e siamo convinti della sua portata rivoluzionaria: il digitale trasformerà il mercato del cartone ondulato e i suoi prodotti – portando valore e rendendoli più interattivi, anche grazie a un utilizzo mirato dei dati. Noi vogliamo essere tra i primi ad abbracciare e promuovere tale cambiamento».
Uno degli aspetti importanti di questo percorso, ha riguardato la scelta delle tecnologia, e non solo: «Non cercavamo semplicemente una macchina, al contrario eravamo alla ricerca di un modo di pensare», spiega Silvia Ghelfi. «Di HP ci sono piaciute “nel grande” la dimensione umana e la disponibilità nel condividere».




 Un nuovo pacchetto di servizi di progettazione tecnica e software destinato ai produttori di macchine da stampa inkjet, che aiuterà questi ultimi a introdurre prodotti sul mercato in tempi più brevi, risolvendo le problematiche inerenti allo sviluppo di nuove macchine, sarà presentato in occasione di drupa da Global Graphics Software.
Un nuovo pacchetto di servizi di progettazione tecnica e software destinato ai produttori di macchine da stampa inkjet, che aiuterà questi ultimi a introdurre prodotti sul mercato in tempi più brevi, risolvendo le problematiche inerenti allo sviluppo di nuove macchine, sarà presentato in occasione di drupa da Global Graphics Software.