

L’associazione svizzera Pdfx-ready ha sviluppato un nuovo e innovativo servizio online, messo a disposizione per i suoi membri e per tutti coloro che ne possono trarre un beneficio nel proprio contesto produttivo. Basata su un’idea di Peter Kleinheider di Calibre (presidente del gruppo di lavoro tecnico del Pdfx-ready), questa iniziativa si propone l’obiettivo di rendere disponibile la verifica preliminare dei file a più utenti possibili, di fare della sensibilizzazione sull’utilizzo degli spazi colore corretti nei Pdf/X e di accelerare l’adozione dei propri profili di preflight, ottimizzati per tipologia di stampa. In questo modo persino coloro che sono al di fuori delle arti grafiche, avranno accesso alle moderne tecnologie dei flussi di lavoro utilizzate in questo progetto.
Lo scorso 25 ottobre, presso la scuola professionale per il design di Zurigo, una numerosissima platea ha preso parte alla presentazione ufficiale dei Pdfx-ready Online Tools. Lo sviluppo di questo progetto è stato possibile anche grazie al contributo di Enfocus, Callas e ColorLogic che hanno sponsorizzato la parte software e Impressed che ha contribuito fornendo i server necessari.
Cosa sono i Pdfx-ready Online Tools
L’architettura del client sfrutta la tecnologia Enfocus Connect Send, pertanto i sistemi operativi supportati sono sia Macintosh a partire da macOS 10.9 o superiore che Windows a partire da Seven o superiore.
Una soluzione estremamente semplice, che si adatta molto bene alle esigenze produttive delle piccole aziende, che operano nel settore delle arti grafiche. La sua struttura client-server, la tecnologia multipiattaforma e la gestione multiutenza, rende possibile l’utilizzo dell’applicazione in svariati ambiti. L’architettura del client sfrutta la tecnologia Enfocus Connect Send, pertanto i sistemi operativi supportati sono sia Macintosh a partire da macOS 10.9 o superiore che Windows a partire da Seven o superiore. È necessaria una connessione a internet, un indirizzo valido di posta elettronica e un’applicazione per la visualizzazione di documenti PDF, come per esempio Adobe Acrobat o Apple Anteprima. L’architettura server installata sul cloud di Impressed sfrutta la tecnologia Enfocus Switch, che si occupa di instradare i documenti all’interno del sistema. In base ai dati inseriti nel job ticket durante la fase di upload, i file vengono inviati all’applicazione ColorLogic DocBees ProfileTagger per la verifica preliminare sul colore e all’applicazione Callas pdfToolbox Server per quella dei Pdf e la conversione colorimetrica da ISO Coated v2 a PSO Coated v3 o viceversa. Per il trasferimento dei risultati viene invece utilizzato il servizio internet TeamBeam Pro. Come vedremo in seguito quello che accade sul server è del tutto trasparente, in quanto i processi sul cloud sono standardizzati e completamente automatizzati. L’unico strumento messo nelle mani dell’operatore è un client gratuito denominato Pdfx-ready Connector.
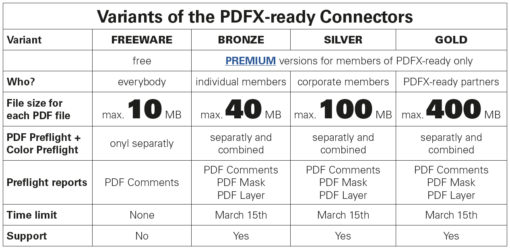
Ci sono quattro sottoscrizioni possibili per l’utilizzo dei Pdfx-ready Online Tools, classificate in base alle potenzialità del servizio erogato. La prima consiste nell’offrire gratuitamente una versione base del prodotto (Freeware), mentre per le tre rimanenti (disponibili solo ai membri del Pdfx-ready), vengono offerte delle funzionalità aggiuntive in base alla tipologia di adesione (Premium). Il Freeware non ha limite di durata e può essere scaricato gratuitamente da tutti, mentre le versioni Premium saranno valide fino al 15 marzo dell’anno successivo alla data di versamento della quota associativa.
Per poter scaricare la versione Freeware del Pdfx-ready Connector, è necessario collegarsi al sito Web di riferimento e registrarsi utilizzando l’apposito modulo, indicando il proprio nominativo, la società per cui si lavora, l’indirizzo di posta elettronica e per quale sistema operativo è richiesta l’applicazione.

")









